ReCAST-R™ by Zerust Oil & Gas

- Prevention of Acid-Gas Corrosion in Vapor Spaces of Storage Tanks.
-
Description
NTIC has developed the Zerust ReCAST-R solution to protect the interior surface of AST roofs, consisting of dispensers that deliver the proprietary inhibitor formulations into the vapor space between the surface of the product and tank roof. The Zerust inhibitor forms a protective layer that prevents corrosion in highly-aggressive environment (H2S, SO2, etc). Zerust ReCAST-R solution can be implemented to extend the service life of a single tank roof to 25 years and beyond. Each system is tailored to client's requirements, depending on specific environmental conditions, product stored, tank diameter, and type of metal, and can be applied on both new and existing roofs.
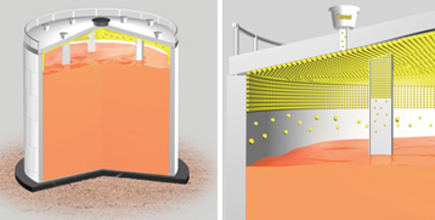
The VCI Dispensers are installed atop the AST roofs.
Zerust inhibitor molecules form a layer, protecting the interior surface of AST roofs. Solution To
Certain grades of oil that contain sulphur emit corrosive, sour gas vapors that destroy the internal surfaces of Aboveground Storage Tank (AST) roofs and their support structures above the product layer. Aggressive pitting and crevice corrosion create holes in the tank tops that cause unsafe operating conditions and environmental problems. Internal tank coatings decrease surface corrosion but have proven to be ineffective in preventing dangerous pitting and crevice corrosion - especially in the interstitial spaces between the roof and support structures.
Successes
Below are photos of the Zerust ReCAST-R dispensers, installed atop a 25-meter diameter aboveground storage tank:


The Zerust ReCAST-R system has been successfully deployed in aggressive internal corrosion environments as illustrated by the key parameters below:
*Summary concentration of NaCI, MgCI2, CaCI2, NaHCO3, Na2SO4Critical Parameter Range in Field Applications Range in Laboratory Tests Ambient Temperature, °C 22-40 20-55 Inside Tank Temperatures, °C 22-55 20-55 Relative Humidity, % 90-100 60-100 OH2S, ppm 20-50 1,000-4,600 O2, % 10-21 10-21 SO2, ppm >20 500-3,600 -
Prevention
Prevention of acid gas corrosion in vapor spaces of aboveground storage tanks
The Problem
Certain grades of oil that contain sulphur emit corrosive vapors that destroy the internal surfaces of storage tank roofs and their support structures above the product layer. Aggressive pitting and crevice corrosion create holes in the tank tops that cause unsafe operating conditions and environmental problems. Internal tank coatings decrease surface corrosion but have proven to be ineffective in preventing dangerous pitting and crevice corrosion – especially in the interstitial spaces between the roof and support structures.
Problem Solution 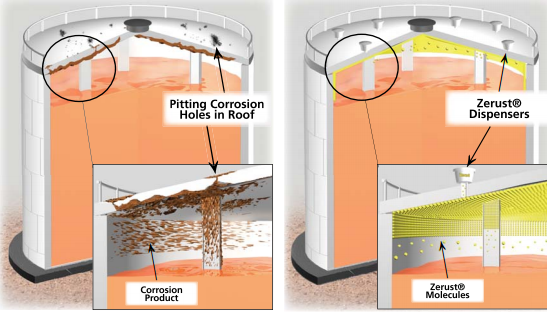
Impact To Operators
This problem impacts petrochemical facilities causing stoppage of tank operations and necessitating periodic roof replacements.
Hard Dollar Losses
- Capital and labor required to replace a tank roof
- Loss of stored product due to evaporation when there are holes
- Opportunity cost of tanks being out of operation
Intangible Costs
- Signifi cant loss of effi ciency during the operating life of the tank
- Contamination of stored products (rust, epoxy fl akes, water, etc.) that affects product quality
- Risk of environmental, health and safety problems
- Risk of explosions and/or fire
Case Study: Installation at a Refinery
The data presented below is from an NTIC corrosion protection system which has been operational at a client site for over two years. The client has validated the data gathered and has provided a very positive reference letter. They are now working with NTIC to expand the program to include several additional tanks and other pilot projects.
Operating Environment Inside the ASTs
Each AST tends to have a unique and unpredictable internal environment due to vast variations in the quality of the stored product, the ambient temperature ranges, the temperature of the stored product, the method of construction/design of the tank, and any additional systems that might be in place (e.g. scrubbers, nitrogen blankets, vent systems).The Zerust® ReCAST-R system has been successfully deployed in such aggressive internal corrosion environments as illustrated by the key parameters below:
Parameter Range in 2-year Field Trial Range in Laboratory Tests Ambient Temperatures, °C 22 - 40 20 - 55 Inside Tank Temperatures, °C 22 - 55 20 - 55 Relative Humidity, % 90 - 100 60 - 100 H2S, ppm 20 - 50 1,000 - 4,600 O2, % 10 - 21 10 - 21 SO2, ppm >20 500 - 3,600 Actual Client Site Corrosion
The corrosive gases inside the AST had caused signifi cant pitting corrosion holes in the roof and considerably weakened other sections.
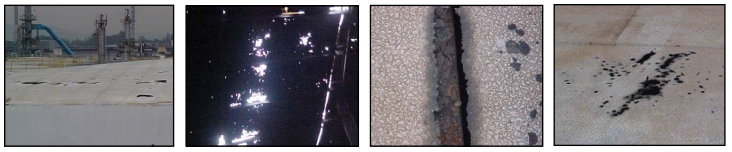
Holes in the roof of an AST The view from inside an AST Corrosion at a support beam A close view of holes in the roof of an AST Cost Impact of Acid Gas Corrosion
There are signifi cant costs associated with acid gas corrosion damage to ASTs. The table below illustrates the cost of corrosion associated with a 50m diameter fixed roof AST storing intermediate distillates (fuel oil, etc.).
Cost Elements US Dollar Purging/cleaning/inspections $180,000 Cutting/removal of roof and replacement $800,000 Cost of roof materials & fabrication $120,000 Miscellaneous additional costs $100,000 Opportunity costs of idle tank $450,000 TOTAL $1,650,000 Note: For tanks with fl oating roofs inside fi xed roofs, add ~US$200,000 for periodic removal of rust and debris from the upper deck of the fl oating roof.
The high rate of corrosion means that currently rooftops have to be replaced, or undergo signifi cant downtime for patchwork maintenance, every 5-8 years. Taking even 8 years of roof life, these costs translate to over US$200,000 per tank per year at refi neries and tank farms. This cost is incremental to the costs of routine API specifi ed tank stoppage and inspections that need to be conducted periodically.
The NTIC Solution
The client deployed NTIC’s proprietary Zerust ReCAST-R solution to protect the interior surface of an AST roof at a 240,000 barrel/day refi nery. NTIC connected dispensers to the rooftop of a ‘demonstrator’ tank that delivered the proprietary inhibitor system into the vapor space between the surface of the product and roof of the tank. The Zerust inhibitor then formed a protective layer that successfully prevented corrosion in this highly aggressive environment (H2S, SO2, etc.).
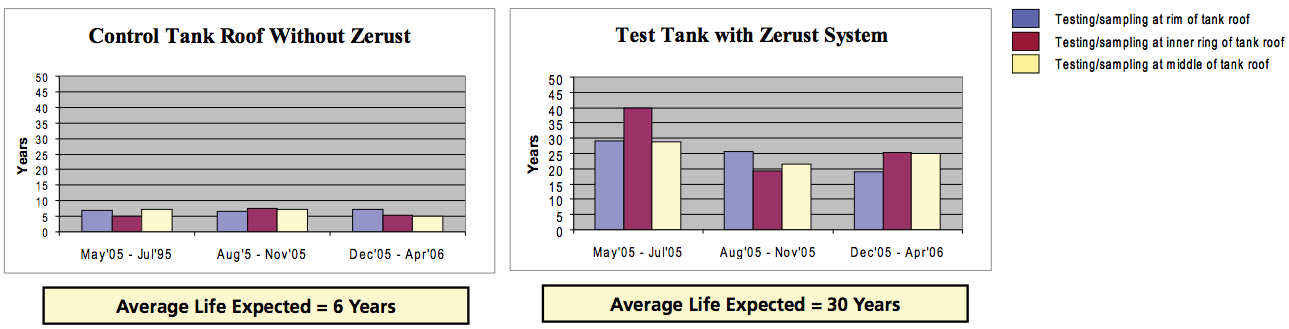
Solution Effectiveness
The effi cacy of the Zerust ReCAST-R solution was established by comparing the degree of corrosion formation on the ‘demonstrator tank’ with that of a ‘control tank’ (an identical tank that was not equipped with the NTIC solution), containing the same stored product. This side-by-side comparison demonstrated that NTIC’s solution dramatically reduced the rate of corrosion by 4 to 5 times, so that the expected life of the roof is increased from about 5-7 years to more than 25 years. The effectiveness of the NTIC solution, as shown by these fi eld results, was independently verifi ed by the Client Maintenance & Inspection team.
-
Frequently Asked Questions
1. How does the solution work? Dispensers attached to the tank roof release proprietary vapor phase inhibitor formulations into the tank that forms a vapor barrier which separates the corrosive environment from the metallic surface of the tank roof support structures.
2. What kinds of vapor spaces within tank roofs can be protected? Any vapor space within the tank roof can be protected. This even includes sections of the side walls of the tank above the level of the stored product (parts covered by the oil/product typically do not need to be protected) and support structures. Intended service life and inspection requirements will need to be considered in determining dispenser positions.
3. Will the inhibitor leak out of the tank – especially if there are vents? Will this affect the effi ciency of the system? A small amout of inhibitor will escape if the tank is vented. However, this does not decrease the effi ciency – the vapor pressure of the inhibitor generates a level of inhibitor signifi cantly higher than that needed to protect the roof parts. Once the venting is completed the concentration will return to its normal protective level.
4. How quickly does the inhibitor get depleted? The rate of inhibitor depletion depends on how often the tank is emptied and refi lled and any venting that occurs. However, the dispensers are sized to contain extra inhibitor to compensate for additional losses between monitoring inspections. NTIC periodically inspects the tanks and dispensers and replenishes the inhibitor as required.
5. Will the pressure build up inside the tank and cause risk of over-pressure? The quantity of inhibitor vapor released is very small (molecular level layer), compared with the volume of the tank vapor space, and will not cause a rise in the pressure of the tank. Therefore, “over-pressure” conditions will not exist.
6. Does the inhibitor contaminate the product stored in the ASTs? The inhibitor does not contaminate the stored oil product(s). NTIC will work with clients on a case-by-case basis to revalidate this issue based on the specifi c tank, stored product and client contamination allowances.
7. Can the solution be applied to old tanks, or only new tanks/roofs? The solution can be applied to both new and old tanks. On old tanks, even if corrosion has started, the solution, once deployed, would inhibit further corrosion. There is a minimum thickness of roof material required for the solution to be deployed. NTIC will work with clients on a caseby-case basis to ensure this requirement is met.
8. When can the solution be implemented and how long does it take to install it? Installation of the dispensers can be done during any routine tank stoppage (maintenance) and currently is estimated to take 4-5 working days for a tank that is 50m in diameter. NTIC will coordinate installation with the client. After the initial installation, routine maintenance and replenishment can be done without stopping tank operations.
9. What is the service life of the solution? The dispensers, once installed, can be expected to last 30-40 years. The inhibitors need to be replenished periodically. The frequency of replenishment will depend on client requirements (3 months, 6 months, even 24 months) and will be done by NTIC throughout the life of the solution contract. The dispensers can be removed and may be re-installed on other tanks.
10. Are there any environmental, health and safety issues to consider? The inhibitor formulations comply with relevant EPA and OSHA guidelines in the US. NTIC operates the overall system, but also provides clients with safe handling guidelines and training. The dispenser meets UN Group II (oil & gas) criteria for equipment with no electrical or moving parts. The dispensers also have been designed to withstand winds over 130mph (Category 3 hurricane) and to minimize any risk of lightning strikes. There are no moving or electrical parts involved in the device.
11. What kind of ongoing maintenance is required? The system is hermetically sealed and requires little/no maintenance. The system only requires that NTIC replenishes the inhibitor in the dispenser to ensure continuous corrosion mitigation. This system can be serviced during normal operations of the tank (i.e. without tank stoppage).
12. What is the cost to deploy this solution? The system pricing depends on multiple factors. The inhibitor formulation needs to be selected based on the corrosive environment generated by the product and other factors generated by the application conditions and the operating environment. The age of the tank, the service life required by the client, the size of the tank, etc. are all considerations that affect the price. Clients can expect signifi cant savings on their lifetime cost to maintain/replace tank roofs.
-





