ReCAST-SSB by Zerust Oil & Gas

- Prevents Soil-side Bottom Corrosion of Above-Ground Storage Tanks (ASTs)
-
Description
NTIC has developed an innovative solution, Zerust ReCAST-SSB, which works as a three-part system combining cathodic protection, volatile corrosion inhibitors, and soluble corrosion inhibitors, providing efficient protection at all times. NTIC monitors the effectiveness of the inhibitors without causing any unscheduled stoppages. This three-part system allows for inhibitor concentrations to be adjusted through an inhibitor delivery system with a delivery station that is installed outside the tank base.
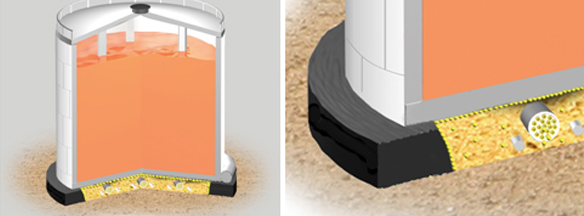
ReCAST-SSB solution deployed on the external surface of an AST bottom.
Zerust molecules in the sandbed below the AST bottom working in combination with cathodic protection to efficiently mitigate corrosion. Solution To
Pitting corrosion of soil-side bottoms of Aboveground Storage Tanks (ASTs) causes the formation of holes that allows product leakage into the environment. This specific type of corrosion forms in the gaps or "vapor spaces" between the metal tank bottom and the soil/concrete slab it rests on. These "vapor spaces" are formed when the metal bottom flexes up and down when product is filled and removed from the AST. In addition, when the AST is constructed using bituminous beds below the tank bottoms (a common practice), it leads to attack from the acids in the surrounding soil, which seep through these same beds. Because of the leaks caused by corrosion, tank operators have to periodically stop tank operations for repairs or to replacement of the entire bottoms. The stoppage time can come within the first few years of a tank's life (2 to 4 years), or at scheduled inspection intervals (6 to 10 years depending on relevant API 650 guidelines).
Successes
The Zerust ReCAST-SSB system has been developed to work in such aggressive corrosion environments as illustrated by the key parameters below:
Critical Parameter Range in Field Applications Range in Laboratory Tests Operating Temperatures, °C 20-45 20-55 Relative Humidity, % 90-100 60-100 H2S and SO2, ppm <5-100 20-100 O2, % 4-21 10-21 Chlorides, ppm 300-1,800 300-1,800 Other Inorganic Salts, ppm 50-200 50-200 -
Prevention
Prevention of acid gas corrosion in vapor spaces of aboveground storage tanks
The Problem
Corrosion of Soil Side Bottoms (SSBs) of Above ground Storage Tanks (ASTs) causes the formation of holes that allows product leakage into the environment. This specifi c type of corrosion is called soil side pitting corrosion, and forms in the gaps or “vapor spaces” between the metal tank bottom and the soil/concrete slab it rests on. These “vapor spaces” are formed when the metal bottom fl exes up and down when product is fi lled and removed from the AST. Traditional cathodic protection (CP) systems have proven to be ineffective in these situations because CP cannot function when vapor space gaps break the essential electro-chemical circuits formed by direct contact between the soil (electrolyte) and the metal tank bottoms. This problem can be further exacerbated by the use of bituminous beds below the tank bottoms. Acids from the surrounding soil will seep through the beds to directly attack the metal tank bottoms. Alternatively, in coastal areas, high ambient humidity and/or rainfall causes moisture to seep between and separate the metal bottoms and the bitumen (called “sweating”). This problem also manifests itself with double bottom constructions, when the sand bed between the two bottoms becomes saturated with water over time and causes corrosion of the soil side of the upper tank bottom.
Problem Solution 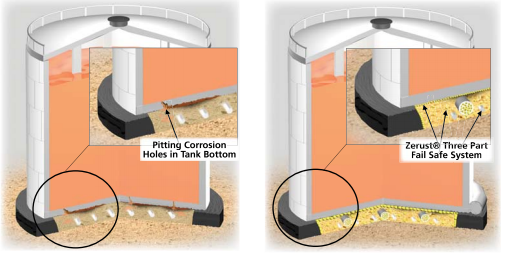
Impact To Operators
Because of the leaks caused by corrosion, tank operators have to periodically stop tank operations in order to complete patchwork repairs or to replace entire bottoms. The stoppage time can come within the fi rst few years of a tank’s life (2 to 4 years), or at scheduled inspection intervals (6 to 10 years depending on relevant API 650 guidelines).
Hard Dollar Losses
- Capital and labor required to replace a tank roof
- Loss of stored product due to evaporation when there are holes
- Opportunity cost of tanks being out of operation
Intangible Costs
- Signifi cant loss of effi ciency during the operating life of the tank
- Contamination of stored products (rust, epoxy fl akes, water, etc.) that affects product quality
- Risk of environmental, health and safety problems
- Risk of explosions and/or fire
Case Study: Installation at a Refinery
An NTIC client operates several double bottom tanks used to store product containing MTBE. The tanks are 8 years old and the client has adhered to the appropriate guidelines for construction, operation and maintenance of the tanks. Despite this, there was leakage of product from the tank bottom. By cutting and examining of the upper plates of the tank bottom, it could be clearly seen that corrosion had eaten away at the bottom from the underneath – i.e. from the direction of the sand packed between the two layers.
Operating Environment Inside the ASTs
Each AST tends to have a unique and unpredictable internal environment due to vast variations in the nature of the soil, the ambient temperature ranges, the relative humidity, the quantity/frequency of rainfall, the temperature of the stored product, the method of construction/design of the tank, and any additional systems that might be in place (e.g. CP systems, etc.). The Zerust ReCAST-SSB system has been developed to operate in such aggressive internal corrosion environments as illustrated by the key parameters below:
Parameter Range in 2-year Field Trial Range in Laboratory Tests Operating Temperatures, °C 22 - 45 20 - 55 Relative Humidity, % 90 - 100 60 - 100 H2S + SO2,ppm <5 - 100 20 - 100 O2, % 4 - 21 10 - 21 Chlorides, ppm 300 - 1,800 300 - 1,800 Other inorganic salts, ppm 50 - 200 50 - 200 Actual Client Site Corrosion
The sand bed between the two tank bottoms became saturated with water, causing signifi cant pitting corrosion in the upper tank bottom.

Corrosion damage on the upper bottom plates of the aboveground storage tank Corrosion holes in the AST bottom Cost Impact of Acid Gas Corrosion
The pattern of rust indicated that pitting corrosion had either eaten through, or considerably weakened, the bottom plate meaning that patchwork repairs would be insuffi cient and that the entire bottom had to be replaced.
Cost Elements US Dollar Purging/cleaning/inspections $180,000 Cutting/removal of roof and replacement $770,000 Miscellaneous additional costs $100,000 Opportunity costs of idle tank $150,000 TOTAL $1,200,000 Illustrative data developed for 50m diameter tank.
The high rate of corrosion experienced on this tank means that the client can expect to fi nd many additional tanks requiring bottom replacements – or undergo signifi cant downtime for patchwork maintenance due to corrosion induced leaks – every 8-10 years. Assuming 10 years of tank bottom life, this cost translates to over US$120,000 in maintenance costs per tank bottom
Note: Three other double bottom tanks at the facility are now showing signs of leakage and the client is in discussions with NTIC about implementing the full three part corrosion mitigation solution in a future phase
The NTIC Solution
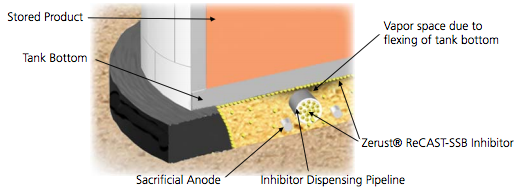
The client deployed NTIC’s proprietary Zerust® ReCAST-SSB inhibitor in the sand bed between the two bottom layers. The inhibitors were implemented at the same time as the replacement of the bottom. The full system consists of three parts:
Step 1:
Cathodic Protection System: This system is required to protect the tank bottoms when the sand becomes saturated with water that comes into contact with the metal surfaces.Step 2:
Vapor Corrosion Inhibitors (VCI): This component is required to protect the metal surfaces when there are vapor spaces (e.g. due to uneven fl exing of the tank bottom, depressions in the sand layer, etc.).Step 3:
Soluble Corrosion Inhibitors: These compounds are required to protect the metal surfaces when in contact with water – and they work in conjunction with the Cathodic Protection system to reduce the overall current density required (lower costs).Note: This NTIC recommended solution is unique and represents proprietary intellectual property with patents pending. The solution implemented is not offered by other corrosion management companies.
The full three-part system allows for inhibitor concentrations to be adjusted through a tank bottom inhibitor delivery system with a delivery station that is installed outside the tank base. This is critical to maintain the effi ciency of corrosion mitigation throughout the life of the tank. NTIC periodically monitors the effectiveness of this solution by analyzing the data emitted from sensors implated in the tank bed. NTIC also employs other measurement techniques that do not require stoppage of tank operations. Through this combination of technique and technology the NTIC team is able to adjust the system characteristics as required to minimize corrosion.
Solution Effectiveness
The NTIC solution is the only comprehensive solution that works to protect against vapor space corrosion. The cathodic protection system reduces the soluble corrosion inhibitor concentrations needed and the presence of the inhibitors reduces the speci-fi cations of anodes needed. These systems combine to reduce overall system costs while increasing the corrosion prevention effi cacy. As a part of the implementation at the operational client site, NTIC has been conducting periodic monitoring of the solution with the client Maintenance and Inspection team. These fi eld results of the effectiveness of the protection system have been compared to the baseline corrosion rate and also against results from a control tank and they have proven to be highly positive
-
Frequently Asked Questions
1. On what types of ASTs can this solution be implemented?
Any AST where the bottom rests on a sand/soil bed can be protected with this solution. The solution can also be used to inhibit corrosion on tanks with concrete foundations and/or bituminous layers under the tank bottom. Furthermore, traditional cathodic protection systems can be augmented/retrofi tted with the NTIC system for more effective tank protection.2. How quickly do the inhibitors get depleted?
The rate of depletion of the inhibitors depends on the relative humidity, presence of a lining material, average temperatures, nature of the sand/soil, and the rate at which moisture saturates the sand/soil bed. NTIC periodically inspects the tanks and replenishes the inhibitors as required.3. Can the solution be applied to old tanks or only new tanks/bottoms?
The solution can be applied to both new and old tanks; however, it can only be implemented when a new tank bottom is either being constructed or when a tank bottom is being fully replaced.4. What is the service life of the solution?
The service life depends on client requirements – but the system can be sized to last 30-40 years. The inhibitors need to be replenished periodically. The frequency of replenishment will depend on client requirements (6 months, 12 months, etc.) and will be done by NTIC throughout the life of the solution contract.5. How does the inhibitor spread evenly throughout the sand bed?
The initial load of inhibitors are mixed with the sand of the bed during construction of the tank, or replacement of the tank bottom. Additional loads are delivered through a dispensing pipe system installed in the space below the tank bottom. In addition, the proprietary inhibitor mix is ionic in nature and migrates to any area where electrochemical corrosion cells are formed.6. Are there any environmental, health and safety issues to consider?
The inhibitor formulation complies with relevant EPA and OSHA guidelines in the US. NTIC operates the overall system, but also provides clients with safe handling guidelines and training.7. What kind of ongoing maintenance is required?
The system only requires that NTIC replenishes the inhibitor below the tank bottom periodically to ensure continuous corrosion mitigation. This system can be serviced during normal tank operations (i.e. without tank stoppage).8. What is the cost to deploy this solution?
The system pricing depends on multiple factors. The inhibitor formulation and the CP design need to be selected based on the corrosive nature of the soil and other factors generated by the application conditions and the operating environment. The service life required by the client, the size of the tank, the material of the tank bottom, etc. are all considerations that affect the price. Clients can expect signifi cant savings in their lifetime cost to maintain/replace tank bottoms. -



